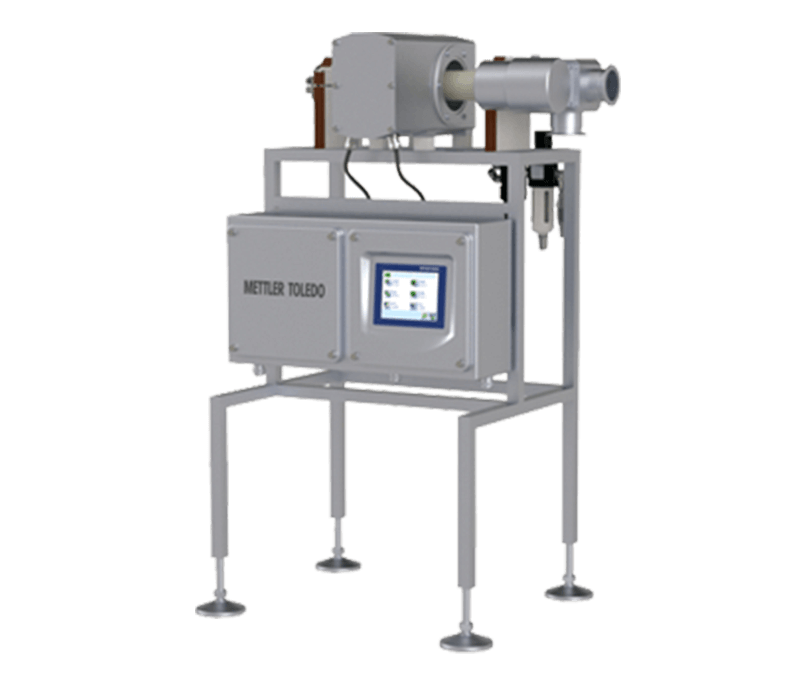
Pipeline Metal Detector
METTLER TOLEDO systems protect your brand and support consumer safety through a wide range of metal detectors for different types of applications in the processing industry.
Pipeline metal detectors are specialised industrial solutions for detecting metal contaminants in liquid, paste-like, and gelatinous products transported through pipe systems in production lines. These detectors are designed to provide high sensitivity and reliable operation even in challenging pumped-flow conditions, making them an ideal choice for use in the food, chemical, pharmaceutical, and other industries where pastes or viscous products are processed. The use of pipeline metal detectors brings multiple benefits to production processes:
- High sensitivity and reliable detection of metal contaminants in liquid and semi-liquid products
- Continuous product quality control without process interruptions
- Reduced risk of complaints and product recalls caused by metal contamination
- Increased product safety through the elimination of unwanted particles
- Possibility of integration with automated production control systems
By using this technology, manufacturers can improve quality standards and ensure compliance with food and product safety regulations.